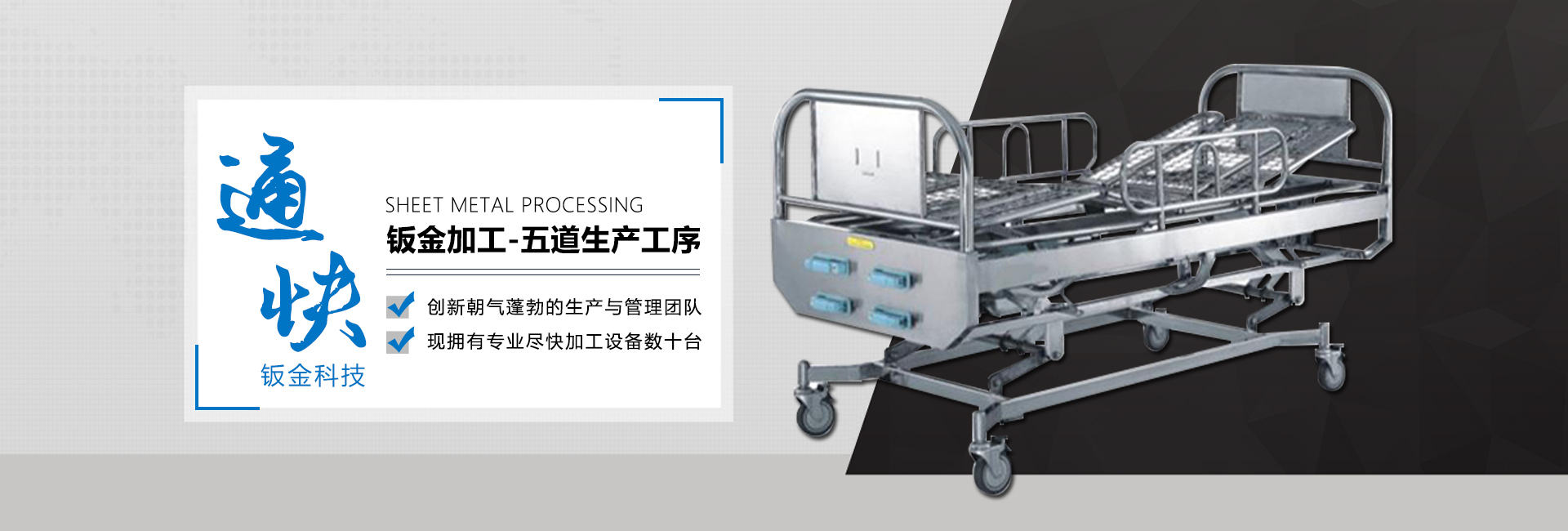






鈑金零件的差異,鈑金加工過(guò)程可能會(huì)有所不同,但總數(shù)不超過(guò)以下:、焊接,焊接就是把多個(gè)零件焊接在一起,這樣做的目的就是為了可以達(dá)到單件縫焊和鈑金加工,以增加其強(qiáng)度。2、表面處理,表面處理一般有磷化皮膜,電鍍多色鋅,鉻酸鹽,烤漆,氧化等。3、部件。所謂的組裝是以一定的方式將多個(gè)零件或組件組合在一起,使其成為一個(gè)完整的項(xiàng)目。






鈑金加工的工藝翻邊攻絲。翻邊又叫抽孔,就是在一個(gè)較小的基孔上抽成一個(gè)稍大的孔,再在抽孔上攻絲。這樣做可增加其強(qiáng)度,避免滑牙。一般用于板厚比較薄的鈑金加工。當(dāng)板厚較大時(shí),如2。0、2。5等以上的板厚,我們便可直接攻絲,無(wú)須翻邊。沖床加工。一般沖床加工的有沖孔切角、沖孔落料、沖凸包、沖撕裂、抽孔等加工方式,以達(dá)到加工目的。其加工需要有相應(yīng)的模具來(lái)完成操作。沖凸包的有凸包模,沖撕裂的有撕裂成形模等。

鈑金加工過(guò)程非常有效,材料損失較小至零。用于生產(chǎn)轉(zhuǎn)換的機(jī)器可能很大,并且會(huì)產(chǎn)生大量的資本支出。較小的手動(dòng)或CNC機(jī)器,例如剪板機(jī),鐵工和XY切割臺(tái),對(duì)于商店而言可能具有成本效益。但是,大型的高速生產(chǎn)版本可能會(huì)很昂貴。在大多數(shù)情況下,由轉(zhuǎn)換后的板材或金屬坯料形成零件的操作實(shí)際上是凈形狀,零廢品或零廢品產(chǎn)生。將一卷金屬板,條或板切割成毛坯或板后,即可開(kāi)始零件成型過(guò)程。



 在線(xiàn)客服
在線(xiàn)客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


